現貨批發
規格多(duō)樣
質量穩定
立即咨詢
13931789006
 當前位置:
當前位置:關注我們MORE+

官方公衆号
 13931789006
13931789006
産品詳情


10×10×60mm試模
10×10×40mm試模
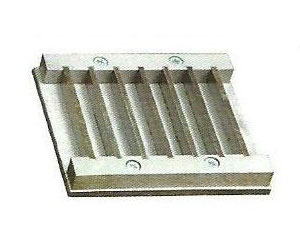
試模是指在産品和(hé)制(zhì)造流程中在産品完成模具制(zhì)作(zuò)後、批量生(shēng)産前所進行(xíng)的測試注塑步驟。模具在完成所有(yǒu)配件并裝配完畢後,需要通(tōng)過實際的注塑并注塑樣品,然後通(tōng)過樣品檢測才能确定模具的制(zhì)作(zuò)是否 符合設計(jì)要求。如果注塑樣品 符合設計(jì)要求則表明(míng)模具制(zhì)作(zuò)沒問題可(kě)以投入批量注塑生(shēng)産;否則就需要根據樣品反饋的問題進行(xíng)模具的改模。根據改模情況的不同,試模可(kě)能會(huì)在批量生(shēng)産前多(duō)次進行(xíng)直到模具 改正所有(yǒu)問題。
試摸的使用方法:
我們以三聯試模,如附圖所示。底座7用鑄鐵(tiě)制(zhì)成,其上(shàng)下兩面均經刨平,上(shàng)平面裝有(yǒu)兩隻定位銷5。端闆4和(hé)隔闆6均用扁鋼制(zhì)造,其組成模腔的各平面均經磨光。壓塊3和(hé)壓緊螺絲2鉚成一體(tǐ),并與銷軸1一起構成壓緊裝置,用以壓緊或松開(kāi)端闆,便于裝卸。
裝模時(shí)應注意端闆與隔闆的下平面與底座上(shàng)平面 靠緊,不得(de)撓起, 時(shí)可(kě)以在壓緊模型的同時(shí),用木錘輕擊各闆的上(shàng)平面,使與底座貼緊。
每次裝模前需在組成模腔的各另件表面塗一層薄薄的機油,然後使隔闆與定位銷靠緊,以免模腔歪斜。
每次脫模後,應立即擦淨各個(gè)另件表面的餘料并塗油防鏽。
本模型在使用過程中應定期(每季一次)檢查模腔尺寸,當發現其公差超過GB177-77規定時(shí),應立即停止使用。


聯系人(rén):張經理(lǐ)
手機:13931789006
電(diàn)話(huà):0317-4406055
Copyright © 2020-2021 http://www.nanhua17.net. All Rights Reserved 滄州耀華路業試驗儀器廠版權所有(yǒu) 冀ICP備14006466号-2